
 Menu
MenuMÃĐthodologie
GrÃĒce à notre connaissance technique du produit et notre ÃĐquipement informatique, nous sommes en mesure de concevoir et optimiser la conception, les techniques de moulage, la fonte, la mÃĐcanisation et le traitement thermique. Le contrÃīle du processus complet de fabrications garantit la qualitÃĐ de nos produits.
- Ã. Services Technologiques
- Moulage Coquille
- Moulage Chimique
- Traitement Thermique
- MÃĐcanisation
- Essais non destructifs
Ãquipe des Services Technologiques |
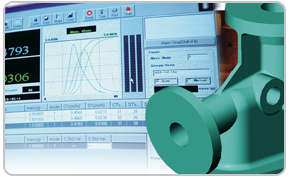 |
LâÃquipe des Services Technologiques de la sociÃĐtÃĐ a ÃĐtÃĐ mise en place en pensant à la collaboration avec le client et en respectant le principe du dÃĐveloppement partagÃĐ des piÃĻces. Plus lâon tient compte de la fonction des piÃĻces pendant la pÃĐriode de conception, plus facile sera lâutilisation des procÃĐdures techniques modernes et le respect du niveau de qualitÃĐ ÃĐtabli dans les spÃĐcifications du client. |
Ãquipe des Services Technologiques
LâÃquipe des Services Technologiques de la sociÃĐtÃĐ a ÃĐtÃĐ mise en place en pensant à la collaboration avec le client et en respectant le principe du dÃĐveloppement partagÃĐ des piÃĻces. Plus lâon tient compte de la fonction des piÃĻces pendant la pÃĐriode de conception, plus facile sera lâutilisation des procÃĐdures techniques modernes et le respect du niveau de qualitÃĐ ÃĐtabli dans les spÃĐcifications du client.
Moulage Coquille |
Cette mÃĐthode offre dâexcellentes possibilitÃĐs pour la production de piÃĻces de gÃĐomÃĐtrie complexe, avec une finition de surface ÃĐlevÃĐe et des marges de tolÃĐrance ÃĐtroites.
|
Description schÃĐmatique du systÃĻme du moulage en coquille : |
|||||||||||||
 |
Moulage Coquille
Cette mÃĐthode offre dâexcellentes possibilitÃĐs pour la production de piÃĻces de gÃĐomÃĐtrie complexe, avec une finition de surface ÃĐlevÃĐe et des marges de tolÃĐrance ÃĐtroites.
Le matÃĐriau de moulage, composÃĐ de sable et de rÃĐsine qui durcit à la chaleur, est versÃĐ sur les plaques du modÃĻle prÃĐalablement chauffÃĐes. Selon la durÃĐe de rÃĐaction, il se forme une couche plus ou moins ÃĐpaisse, appelÃĐe coquille. Celle-ci est extraite du modÃĻle en se collant à lâautre moitiÃĐ, de façon à configurer un moule prÊt au coulage.
Les coquilles sont ÃĐlaborÃĐes grÃĒce à des modÃĻles en fer gris ou acier montÃĐs sur des plaques en fer gris. Ces modÃĻles ont une durÃĐe de vie plus longue que ceux rÃĐalisÃĐs en bois.
Gamme de poids: |
2kg - 200 kg |
Dimensions de plaque: |
600 x 800 mm |
|
400 x 600 mm |
|
900 x 450 mm |
|
1000 x 1000 mm |
SÃĐries: |
200 x 10.000 pcs/mo |
Description schÃĐmatique du systÃĻme du moulage en coquille :
1. Plaque mÃĐtallique avec expulseurs.
2. Lâon verse le matÃĐriau de moulage, la chaleur de la plaque provoque lâassemblage de chaque grain de sable.
3. Durcissement de la demi-coquille grÃĒce à la chaleur.
4. Extraction de la demi-coquille durcie
5. Encollage et collage des demi-coquilles formant ainsi un moule coquille complet.
6. Remplissage du moule.
Moulage Chimique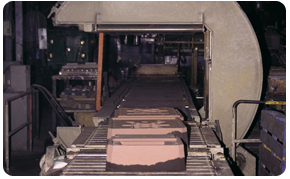 |
La fonte au sable est le processus le plus utilisÃĐ. La production au moyen de cette mÃĐthode reprÃĐsente la majeure partie du tonnelage total de fonte. Presque tous les alliages peuvent Être fondus dans le sable. En outre, ce processus permet de fondre des sÃĐries unitaires de production. La fonte au sable consiste à vider le mÃĐtal fondu dans un moule en sable, le laisser se solidifier et casser ensuite le moule pour remuer la fonte. La fonte passe ensuite par un processus de nettoyage et dâinspection. La fonte au sable requiert un patron ou modÃĻle au format de la partie, lÃĐgÃĻrement agrandi, en tenant compte de la contraction et des tolÃĐrances afin de permettre la mÃĐcanisation postÃĐrieure de la piÃĻce. Les modÃĻles utilisÃĐs sont en bois car il sâagit dâun processus de sÃĐchage auto forgeant à tempÃĐrature ambiante. MEIN, dans le cadre de sa philosophie dâengagement avec les personnes et lâenvironnement, utilise une rÃĐsine essentiellement composÃĐe dâalcool furfurylique (Furanique) polymÃĐrisÃĐe avec des acides sulfoniques, source dâÃĐmissions de dioxyde de soufre. Les systÃĻmes à faible soufre permettent de rÃĐduire de façon drastique les ÃĐmissions de SO2. Outre la rÃĐduction des ÃĐmissions de dioxyde de soufre, un autre de leurs atouts est la rÃĐduction du niveau de soufre dans le sable rÃĐcupÃĐrÃĐ, ce qui avantage de façon importante la production de piÃĻces en acier de haute qualitÃĐ. Le fonctionnement des systÃĻmes à faible soufre ne diffÃĻre pas des systÃĻmes conventionnels et MEIN est capable de travailler avec des catalyseurs avec la moitiÃĐ de soufre que les conventionnels, ce qui permet dâatteindre facilement des amÃĐliorations environnementales et de sÃĐcuritÃĐ du travail. |
||||||||||
Nous disposons dâune seconde ligne de moulage (sable â moulage chimique), qui complÃĻte notre gamme de produits, et permet la production de sÃĐries plus courtes et de poids unitaires supÃĐrieurs à ceux du moulage en coquille. |
|
||||||||||
Moulage Chimique
La fonte au sable est le processus le plus utilisÃĐ. La production au moyen de cette mÃĐthode reprÃĐsente la majeure partie du tonnelage total de fonte. Presque tous les alliages peuvent Être fondus dans le sable. En outre, ce processus permet de fondre des sÃĐries unitaires de production.
La fonte au sable consiste à vider le mÃĐtal fondu dans un moule en sable, le laisser se solidifier et casser ensuite le moule pour remuer la fonte. La fonte passe ensuite par un processus de nettoyage et dâinspection.
La fonte au sable requiert un patron ou modÃĻle au format de la partie, lÃĐgÃĻrement agrandi, en tenant compte de la contraction et des tolÃĐrances afin de permettre la mÃĐcanisation postÃĐrieure de la piÃĻce.
Les modÃĻles utilisÃĐs sont en bois car il sâagit dâun processus de sÃĐchage auto forgeant à tempÃĐrature ambiante.
MEIN, dans le cadre de sa philosophie dâengagement avec les personnes et lâenvironnement, utilise une rÃĐsine essentiellement composÃĐe dâalcool furfurylique (Furanique) polymÃĐrisÃĐe avec des acides sulfoniques, source dâÃĐmissions de dioxyde de soufre. Les systÃĻmes à faible soufre permettent de rÃĐduire de façon drastique les ÃĐmissions de SO2. Outre la rÃĐduction des ÃĐmissions de dioxyde de soufre, un autre de leurs atouts est la rÃĐduction du niveau de soufre dans le sable rÃĐcupÃĐrÃĐ, ce qui avantage de façon importante la production de piÃĻces en acier de haute qualitÃĐ.
Le fonctionnement des systÃĻmes à faible soufre ne diffÃĻre pas des systÃĻmes conventionnels et MEIN est capable de travailler avec des catalyseurs avec la moitiÃĐ de soufre que les conventionnels, ce qui permet dâatteindre facilement des amÃĐliorations environnementales et de sÃĐcuritÃĐ du travail.
Nous disposons dâune seconde ligne de moulage (sable â moulage chimique), qui complÃĻte notre gamme de produits, et permet la production de sÃĐries plus courtes et de poids unitaires supÃĐrieurs à ceux du moulage en coquille.
Gamme de poids: |
20 â 2.500kg |
Dimensions: |
900x 1500x 400/400 |
|
4000x4000 |
SÃĐries: |
Permet la production unitaire |
Traitment Thermique |
 |
DÃĐmontre notre grande expÃĐrience dans le traitement thermique de nos piÃĻces, un point vital pour garantir les caractÃĐristiques de duretÃĐ, rÃĐsistance, rÃĐsilience, allongement, etc. |
Traitment Thermique
DÃĐmontre notre grande expÃĐrience dans le traitement thermique de nos piÃĻces, un point vital pour garantir les caractÃĐristiques de duretÃĐ, rÃĐsistance, rÃĐsilience, allongement, etc.
Nous disposons dâinstallations modernes :
Four à gaz 2 600 x 2 000 x 800 mm 6 000 kg jusquâà 1 150°C
Four ÃĐlectrique 2 600 x 2 000 x 800 mm 6 000 kg jusquâà 1 150°C
Refroidissement à lâair, air forcÃĐ ou eau.
MÃĐcanisation |
 |
Nos Clients demandent des solutions finies avec une valeur ajoutÃĐe maximum qui leur permettent de centrer leurs efforts sur ce qui reprÃĐsente la base de leur technologie. Ceci rend nÃĐcessaire le fait de complÃĐter les piÃĻces fondues par des opÃĐrations de finition dâune prÃĐcision maximum. Pour ce faire, MEIN dispose de la capacitÃĐ suffisante pour y parvenir, partie intÃĐgrante de son processus interne. |
MÃĐcanisation
Nos Clients demandent des solutions finies avec une valeur ajoutÃĐe maximum qui leur permettent de centrer leurs efforts sur ce qui reprÃĐsente la base de leur technologie. Ceci rend nÃĐcessaire le fait de complÃĐter les piÃĻces fondues par des opÃĐrations de finition dâune prÃĐcision maximum. Pour ce faire, MEIN dispose de la capacitÃĐ suffisante pour y parvenir, partie intÃĐgrante de son processus interne.
Essais non destructifs |
 |
MEIN dispose des moyens appropriÃĐs pour la rÃĐalisation des essais non destructifs (END) qui devront Être rÃĐalisÃĐs afin de garantir la qualitÃĐ du produit. Essais radiographiques (RX), Ultrasons (UT), Liquides PÃĐnÃĐtrants (LP), Particules MagnÃĐtiques (MT), Identification Positive des MatÃĐriaux (PMI), ContrÃīle Visuel (VT) sont des tests que nous rÃĐalisons dâune façon habituelle. En dÃĐfinitive, une ÃĐquipe hautement qualifiÃĐe et des installations modernes qui garantissent le respect des spÃĐcifications du produit. |
Essais non destructifs
MEIN dispose des moyens appropriÃĐs pour la rÃĐalisation des essais non destructifs (END) qui devront Être rÃĐalisÃĐs afin de garantir la qualitÃĐ du produit.
Essais radiographiques (RX), Ultrasons (UT), Liquides PÃĐnÃĐtrants (LP), Particules MagnÃĐtiques (MT), Identification Positive des MatÃĐriaux (PMI), ContrÃīle Visuel (VT) sont des tests que nous rÃĐalisons dâune façon habituelle. En dÃĐfinitive, une ÃĐquipe hautement qualifiÃĐe et des installations modernes qui garantissent le respect des spÃĐcifications du produit.